了解表面粗糙度图表及其对产品性能和寿命的重要性至关重要。太粗糙会导致过度摩擦,导致断裂和腐蚀,最终会损坏材料。另一方面,存在一定程度的粗糙度,这是粘合所必需的。因此,重要的是永远不要将表面光洁度留给假设。如果您认为表面光洁度对您的产品很重要,本指南可以提供帮助。
目录
什么是表面光洁度?
为什么表面光洁度在工程过程中很重要?
测量表面粗糙度的方法
● 测量表面粗糙度的方法
● 表面粗糙度换算表——公制和英制
● 表面粗糙度图表备忘单
什么是表面光洁度?
表面光洁度是描述制造物体表面的纹理、形状和其他特性的术语。它通常用于表示表面的粗糙度,通常使用轮廓仪测量。它还可以指表面的处理方式,例如机加工、打磨或打磨。物体的表面光洁度会影响其视觉吸引力,以及其在摩擦、磨损和热传递方面的性能。它还与物体的可制造性有关,因为某些类型的表面光洁度比其他类型更容易实现。
表面光洁度是生产过程的关键部分,因为它会影响关键零部件的性能。它简单地描述了零件表面的完整纹理,并由三个特征定义:

莱 指示主要表面图案和图案采用的方向。根据用于制造零件的制造方法,铺设图案可以是交叉影线、圆形、垂直、水平或垂直。
波纹度 指节距大于表面粗糙度长度的翘曲表面。它描述了以比表面粗糙度更长的间隔周期性出现的不平坦表面。这通常是由冷却和加热操作引起的变形、颤振或翘曲造成的加工缺陷引起的。
表面粗糙度 用于测量零件表面的总间距不规则度。表面粗糙度值越低,表面越不规则。因此,当机械师和工程师谈论“表面光洁度”时,他们通常指的是表面粗糙度。
为什么表面光洁度在工程过程中很重要?
表面粗糙度是决定产品如何与周围环境相互作用的重要因素。产品的表面处理会影响其性能,粗糙度会影响其有效性。
因此,工程师和制造商必须跟踪表面光洁度。这有助于创建一致的流程和可靠的产品。此外,表面测量有助于保持对制造的控制,这在表面工程中非常有用。
不同的表面处理有不同的效果。获得所需光洁度类型的最简单方法是将其与表面光洁度标准进行比较。表面光洁度可以通过多种方式带来好处,例如:
提供耐腐蚀和耐化学性
改善视觉吸引力
有助于涂料和油漆的附着力
减少表面缺陷
增加电导率
增强抗磨损强度并减少摩擦
测量表面粗糙度的方法
如前所述,表面具有三个基本特征:铺设、波纹度和粗糙度。因此,不同的因素会影响表面几何形状。因此,有几种测量表面粗糙度的方法,包括直接测量法、非接触法、比较法和过程中法。
直接测量方法 涉及使用手写笔垂直于表面绘制,然后使用注册的轮廓来确定粗糙度参数。
下图显示了具有典型表面不规则性的机加工零件的横截面。这部分表面粗糙度的计算是沿其长度的粗糙度峰值的高度。

有几种类型 质量控制 用于计算表面粗糙度的设备,但表面粗糙度仪通常由一流的机械车间使用。表面粗糙度计具有一根触笔(或高分辨率探头),它可以在垂直于铺设图案的方向上以恒定速度在目标表面上移动。仪表通过特殊的电气系统获取(并放大)电信号以产生更大的垂直放大率。
非接触方式 使用光或声音代替手写笔,例如白光和共焦等光学仪器。
比较技术这涉及使用设备或工艺生成的表面粗糙度样本,并将它们与已知粗糙度参数的表面进行比较。
过程技术,如电感,使用磁性材料来评估表面粗糙度。
测量表面粗糙度的方法
测量表面粗糙度可以通过三种不同的技术来完成:轮廓、区域和显微镜。
分析技术 涉及使用高分辨率探头测量表面,在灵敏度方面类似于留声机针。
区域技术 测量表面的一小块区域以提供峰谷的统计平均值。区域技术的示例包括超声散射、光散射、电容探针等。
显微技术 通过测量对比度提供有关表面峰谷的定性信息。
表面粗糙度图中的符号和缩写
有各种简单解释表面光洁度参数的符号和缩写,例如 Ra、Rz、Rq、Rku、Rsk 等。
Ra(平均表面粗糙度) 是测量表面光洁度的单位,也称为中心线平均值或算术平均值。它是粗糙度曲线和平均线之间的平均粗糙度。这是表面光洁度的常用参数。
Rmax(峰谷垂直距离) 用于测量毛刺和划痕等异常情况,它由峰谷的垂直距离决定。用Ra表面光洁度图不容易检测出来。
Rz(轮廓的平均最大高度) 是峰谷之间五个最大差异的平均值,它是在五个采样长度上测量的。这有助于减少 Ra 不敏感的错误。
| 缩略语 | 含义 |
| 镭 | 以微米或微英寸为单位的平均粗糙度。 Ra是轮廓的算术平均偏差 |
| RC | 轮廓不规则的平均高度 |
| 库 | 轮廓的峰度 |
| Rmax | 最大粗糙深度 |
| 均方根 | 型材材料配比 |
| Rp | 最大剖面峰高 |
| RQ | 轮廓的均方根偏差 |
| 风险 | 轮廓的偏度 |
| 保留时间 | 轮廓的最大高度 |
| 房车 | 最大轮廓谷深度 |
| 赖 | 轮廓的最大高度 |
| Rz | 轮廓的平均最大高度 |
| ISO | 粗糙度高度 |
| 转速 | 平均最大轮廓峰高 |
| 有效值 | 均方根 |
| CLA | 中心线平均值 |
| 切断长度 | 样品所需长度 |
| ñ | 新的 ISO(等级)等级编号 |
表面粗糙度图
加工表面光洁度图表被制造商用作参考,以确保其制造过程中的质量。
检查机加工表面光洁度图表有不同的过程,根据产品的性能选择最佳的过程具有挑战性。然而,使用表面光洁度转换图表将是最可靠的。
表面粗糙度换算表——公制和英制
此外,制造商可以使用表面光洁度换算表来比较制造过程中不同的粗糙度等级。
下表转换了 Ra、Rz 和 RMS 指标之间的表面光洁度或粗糙度。
在哪里:
Ra = 粗糙度,以微米和微英寸为单位的平均值
RMS = 均方根(微英寸)
CLA = 以微英寸为单位的中心线平均值
Rt = 粗糙度,以微米为单位
N = 新的 ISO(等级)等级编号
截止长度 = 样品所需的长度。
| Ra(微米) | Ra(微英寸) | RMS(微英寸) | 共济会 (N) | 保留时间(微米) | ñ | 切断长度 |
| 在。 | 毫米 |
| 0.025 | 1 | 1.1 | 1 | 0.3 | 1 | 0.003 | 0.08 |
| 0.05 | 2 | 2.2 | 2 | 0.5 | 2 | 0.01 | 0.25 |
| 0.1 | 4 | 4.4 | 4 | 0.8 | 3 | 0.01 | 0.25 |
| 0.2 | 8 | 8.8 | 8 | 1.2 | 4 | 0.01 | 0.25 |
| 0.4 | 16 | 17.6 | 16 | 2.0 | 5 | 0.01 | 0.25 |
| 0.8 | 32 | 32.5 | 32 | 4.0 | 6 | 0.03 | 0.8 |
| 1.6 | 63 | 64.3 | 63 | 8.0 | 7 | 0.03 | 0.8 |
| 3.2 | 125 | 137.5 | 125 | 13 | 8 | 0.1 | 2.5 |
| 6.3 | 250 | 275 | 250 | 25 | 9 | 0.1 | 2.5 |
| 12.5 | 500 | 550 | 500 | 50 | 10 | 0.1 | 2.5 |
| 25.0 | 1000 | 1100 | 1000 | 100 | 11 | 0.3 | 8.0 |
| 50.0 | 2000 | 2200 | 2000 | 200 | 12 | 0.3 | 8.0 |
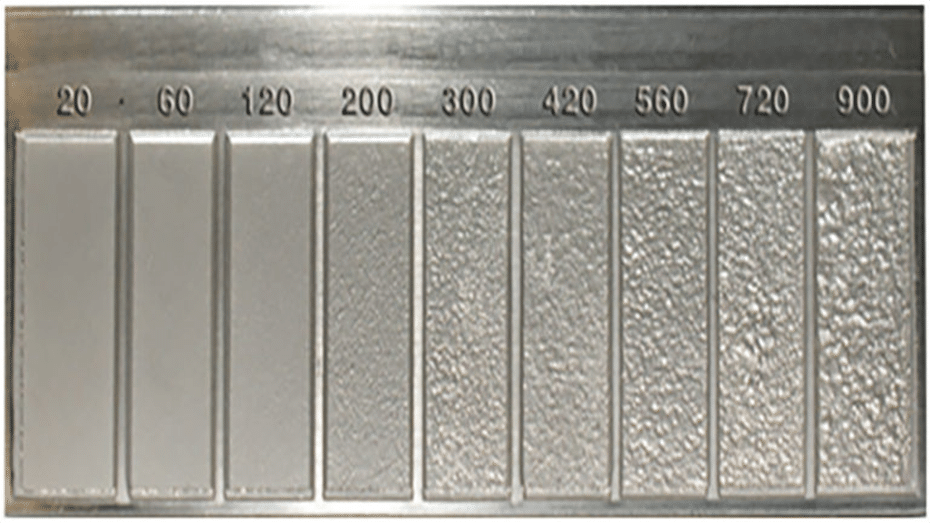
表面粗糙度图表备忘单
在此,提供此表面光洁度备忘单以帮助您更好地了解不同的表面光洁度。
| 千分尺等级 | 微英寸评级 | 原因/描述 | 应用 |
| 25 | 1000 | 由于粗糙的锻造或锯切导致的低等级粗糙表面 | 某些未加工的间隙区域 |
| 12.5 | 500 | 由于重切削和粗进给而导致的低等级粗糙表面 | 具有应力要求的间隙表面 |
| 6.3 | 250 | 这种表面光洁度是由铣削、钻孔、研磨、圆盘研磨等造成的。 | 具有设计许可和应力要求的间隙表面 |
| 3.2 | 125 | 最粗糙的表面类型 | 通常推荐用于承受负载、高应力和振动的零件。 |
| 1.6 | 63 | 机器光洁度好 | 在受控条件下生产 |
| 0.8 | 32 | 高档机加工需要严密控制 | 无心、圆柱或平面磨床。或不需要大负载或连续运动的产品 |
| 0.4 | 16 | 通过粗珩磨、金刚砂抛光或研磨形成高质量表面 | 平滑度起重要作用的应用的理想选择 |
| 0.2 | 8 | 通过珩磨、研磨或抛光获得高质量、精细的表面光洁度 | 填料和环必须滑过表面颗粒的应用 |
| 0.1 | 4 | 通过珩磨、研磨或抛光产生的精致表面——仪表和仪器工作中的最佳表面处理 | 仅在有强制性设计要求时使用 |
0.05
0.025 | 2
1 | 通过最好的超精加工、抛光或珩磨产生的最精致的表面光洁度 | 精细灵敏的精密量块 |
结论
在当今的制造业中获得精确的表面粗糙度可能既昂贵又困难。为了在制造的零件上达到预期的效果,最好的方法是使用表面精加工操作。
重要的是要了解材料表面的硬化速率,以达到所需的光洁度。







的原理、特点、应用领域和频闪仪操作方法")


